- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Maison > Des produits > Fraiseuse de taraudage de forage > Machine de taraudage de forage CNC > Machine de forage et de taraudage





Machine de forage et de taraudage
En tant que fabricant professionnel en Chine, Yueli souhaite vous fournir une machine de forage et de taraudage. Et nous vous offrirons le meilleur service après-vente et la livraison en temps opportun.
Modèle:LY-650
envoyer une demande
Description du produit
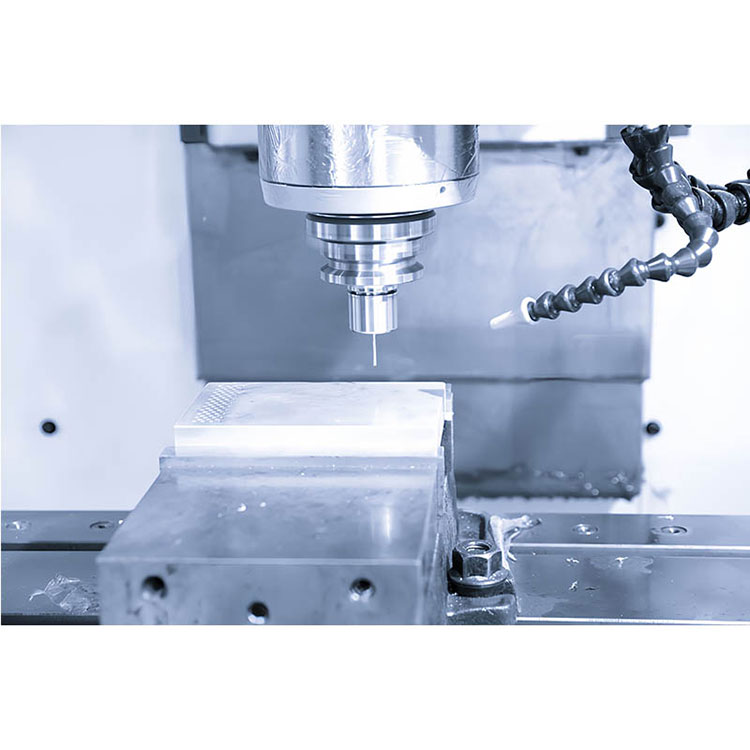
Machine de forage et de taraudage ly-650
Yueli, un fabricant réputé en Chine, est disposé à vous offrir une machine à forage et à taraudir. Nous vous promettons de vous fournir le meilleur support après-vente et la livraison rapide.
Introduction du produit:
Présentation de la fonction:
Spécialisé pour les petites pièces poreuses et le traitement des produits. Il convient au traitement des pièces de téléphonie mobile, de l'équipement de communication, de l'aérospatiale, des locomotives automobiles, des instruments et des compteurs, de l'industrie légère et des appareils électroniques, des appareils électroniques et de la fabrication de machines, ainsi que des électrodes en cuivre, en aluminium et d'autres industries de traitement;
La structure principale est faite de fonte à haute résistance, et après recuit de soulagement du stress et traitement du vieillissement naturel, la précision du lit est durable et stable, depuis longtemps sans déformation;
Adopter la broche à jonction droite de haute précision pour réaliser l'usinage à grande vitesse de la pièce; L'utilisation du système de machine de refroidissement de la température de l'huile peut réduire l'élévation de la température causée par une rotation à grande vitesse de la broche, améliorer efficacement l'extension thermique de la broche et améliorer la précision d'usinage;
Le magasin d'outils de serrage est utilisé pour améliorer la vitesse et la précision du changement d'outil de la machine-outil, et la capacité du magasin d'outils est de 16 ou 21 pièces;
La base de fuselage adopte la conception de la structure inclinée arrière, qui est facile à nettoyer les déchets à l'intérieur de la machine-outil;
La conception structurelle de la haute colonne augmente la distance entre l'extrémité du nez de la broche et de l'établissement, ce qui convient plus à l'installation et à l'application des quatrième composants d'arbre et rend la zone de traitement plus large.
Suivre l'huile automatique de lubrification, synchronisation intermittente Contrôle quantitatif de l'injection d'huile, lubrification durable des pièces mobiles;
Spécification de référence
|
Paramètre mécanique |
unité |
T650 |
T850 |
T1000 |
T1200 |
|
Voyage triaxial |
MM |
600 × 480x350 |
800 × 500 × 420 |
1000 × 500 × 450 |
1200 × 550 × 500 |
|
Taille de la table |
MM |
650x475 |
1000x500 |
1300x550 |
1100x500 |
|
T-slot |
MM |
5-18x80 |
4-16x100 |
5-18x80 |
5-18x100 |
|
Capacité de roulement maximale du tableau |
kg |
300 |
500 |
600 |
700 |
|
Distance de la face de la broche à la surface de travail |
MM |
150 ~ 500 |
140 ~ 560 |
150 ~ 600 |
150 ~ 650 |
|
Distance du centre de broche au rail de guide de colonne |
MM |
541 |
580 |
580 |
605 |
|
Spécifications de rail de l'axe x |
MM |
35 |
35 |
35 |
30 |
|
Spécifications du rail de l'axe y |
MM |
30 |
35 |
35 |
35 |
|
Spécifications de rail de l'axe z |
MM |
35 |
35 |
35 |
35 |
|
Spécifications de vis x / y / z |
MM |
32x16 |
36x16 |
36x16 |
36x16 |
|
Spécification de la broche |
|
BT30 / φ 100 |
BT30 / φ 100 |
BT30 / φ 100 |
BT30 / φ 100 |
|
Vitesse maximale de la broche |
RPM |
20000 |
20000 |
20000 |
20000 |
|
Fuseau |
kw |
5.5 |
5.5 |
5.5 |
7.5 |
|
Puissance du moteur à trois axes x / z |
kw |
1,5 / 1,5 / 3 |
2/2/3 |
2/2/3 |
2/2/3 |
|
X / y / z vitesse maximale rapide |
m / mon |
48 |
48 |
48 |
48 |
|
X / y / z vitesse de coupe maximale |
mm / min |
10000 |
10000 |
10000 |
10000 |
|
Précision de positionnement à trois axes |
MM |
± 0,003 / 300 |
± 0,003 / 300 |
± 0,003 / 300 |
± 0,003 / 300 |
|
Précision de positionnement répétée à trois axes |
MM |
± 0,002 / 300 |
± 0,002 / 300 |
± 0,002 / 300 |
± 0,002 / 300 |
|
Spécification de pression d'air |
kg / cm2 |
6-7 |
6-7 |
6-7 |
6-7 |
|
Taille de la machine |
MM |
1770 × 2300 × 2100 |
2300 × 2200 × 2500 |
2600 × 2500 × 2800 |
3000 × 2800 × 3000 |
|
Poids de la machine |
T |
3.2 |
4.5 |
5.3 |
6.5 |
Une variété d'options du système CNC

Force de l'entreprise

Processus de production
1, fonte par four à haute température et traitement vieillissant de plus de six mois.
2, processus d'assemblage rigoureux (ensemble de rail, assemblage de vis de plomb, assemblage de roulement, etc.).
3, technologie de grattage exquise (grattoir à moteur, gratte-ciel d'extrémité de broche, grattoir de surface d'installation de la colonne).
4, production scientifique, traçabilité de l'ensemble du processus de contrôle de la qualité.

Système d'assurance qualité
1. Lors de la détection de l'erreur de pas, la rectitude du rail de guide de l'axe linéaire dans les directions XX et YY peut être testée en même temps.
2, assurez-vous la précision de l'usinage et de l'assemblage de chaque partie de la machine-outil. La précision de positionnement formelle et la précision de positionnement répétée de la machine-outil sont mesurées.
3, toute la machine détecte la précision du degré vertical de la broche et du plan de table, et la précision est nécessaire pour assurer à moins de 0,01 mm.
4. La verticalité du rail et de l'état de travail du guide de l'axe Z est détectée par toute la machine, et la précision est garantie à 0,01 mm.
5. La machine détecte la verticalité du rail de guidage de l'axe XY, nécessitant une précision à moins de 0,005 mm.

Balises actives: Machine de forage et de taraudage
Catégorie associée
Machine de taraudage de forage automatique
Machine de taraudage de forage CNC
Machine à tourelle CNC
Machine de taraudage manuelle
Machine à usage spécifique
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.
Produits connexes